
Waarom blijven hydraulische slangen barsten? 5 verborgen oorzaken waardoor 90% van de reparatietechnici het probleem niet oplost
5 Verborgen oorzaken die 90% van de reparatietechnici over het hoofd ziet
Als u de werkvloer betreeft, is het probleem onmiddellijk duidelijk: onder de machine ligt een olieput, een gescheurde slang hangt slap en een productielijn wordt tot stilstand gebracht.
Dit is de derde keer in zes maanden dat deze slang uitvalt.geen duidelijke tekenen van snijwonden of slijtageMaar nu u opnieuw voor de vervanging staat, kunt u niet anders dan zich afvragen: heeft u gewoon een partij defecte slangen ontvangen?meer dan 80% van de vroegtijdige storingen van hydraulische slangen worden niet veroorzaakt door overdruk of fabricagefouten, maar door verborgen, langdurige problemen die zelfs ervaren technici vaak over het hoofd zien tijdens installatie en routinecontroles.
In het volgende deel worden vijf van de meest over het hoofd gezien oorzaken van terugkerende slangfouten in detail besproken en wordt benadrukt hoe deze effectief kunnen worden voorkomen.

1De nummer één'stille moordenaar'
Waarom het vaak over het hoofd wordt gezien
De meeste mensen zien crimping als een eenvoudige "pass/fail" controle: als de bevestiging niet onmiddellijk afvalt en er geen duidelijke lekken zijn, wordt de crimpkwaliteit aanvaardbaar geacht.De realiteit is veel gevaarlijker..
Onjuist gekrimpte armaturen, of ze nu te los of te strak zijn, kunnen leiden tot "vertraagde" storingen:
Onderkrimping: de bevestiging lijkt aanvankelijk veilig, maar ondergaat geleidelijke verplaatsing onder drukcyclus.de versterkingslaag van de slang is vaak al beschadigd door de verschuivende speld.
Over-crimping: Overmatige compressie kracht kan de binnenbuis verpletteren en beschadigen van de stalen draad versterking.Vertrekken van de bevestiging en uiteindelijk veroorzaken van de buitenste dekking te blaren en barsten.
Bijgevolg worden barstfouten in de buurt van de bevestiging vaak ten onrechte toegeschreven aan drukpieken, terwijl de onderliggende oorzaak maanden eerder tijdens het krimpproces werd vastgesteld.
Belangrijkste aanwijzingen om te controleren: Blaren of uitstulpingen van de buitenkant van de slang binnen een afstand van 15 cm van de bevestiging.
"Migratie" of verschuiving van de plaats van de bevestiging in de loop van de tijd.
Er zijn regelmatig ontploffingsfouten vlak achter de ferrule.
De definitieve oplossing: stop met raden. Elke slang en aansluiting combinatie heeft een door de fabrikant gespecificeerde krimp diameter. Gebruik een gekalibreerde krimpmachine met de juiste dies,en controleer de diameter van de eerste afgewerkte montage aan het begin van elke ploeg met behulp van een digitale klem of krimpmeter.
Zorg voor absolute betrouwbaarheid:Gebruik een digitale krimpmachine die vooraf ingestelde parameters voor verschillende slangtypen kan opslaan om installatiefouten te elimineren en de noodzaak van handmatige kaartzoekingen of visuele schatting te eliminerenBijvoorbeeld, ons MS-P32 model heeft ingebouwde parameters voor meer dan 100 strijksets en maakt precieze krimpdiameterinstellingen mogelijk via digitale besturing,ervoor te zorgen dat de kwaliteit van de crimp het resultaat is van nauwkeurige techniek in plaats van geluk.
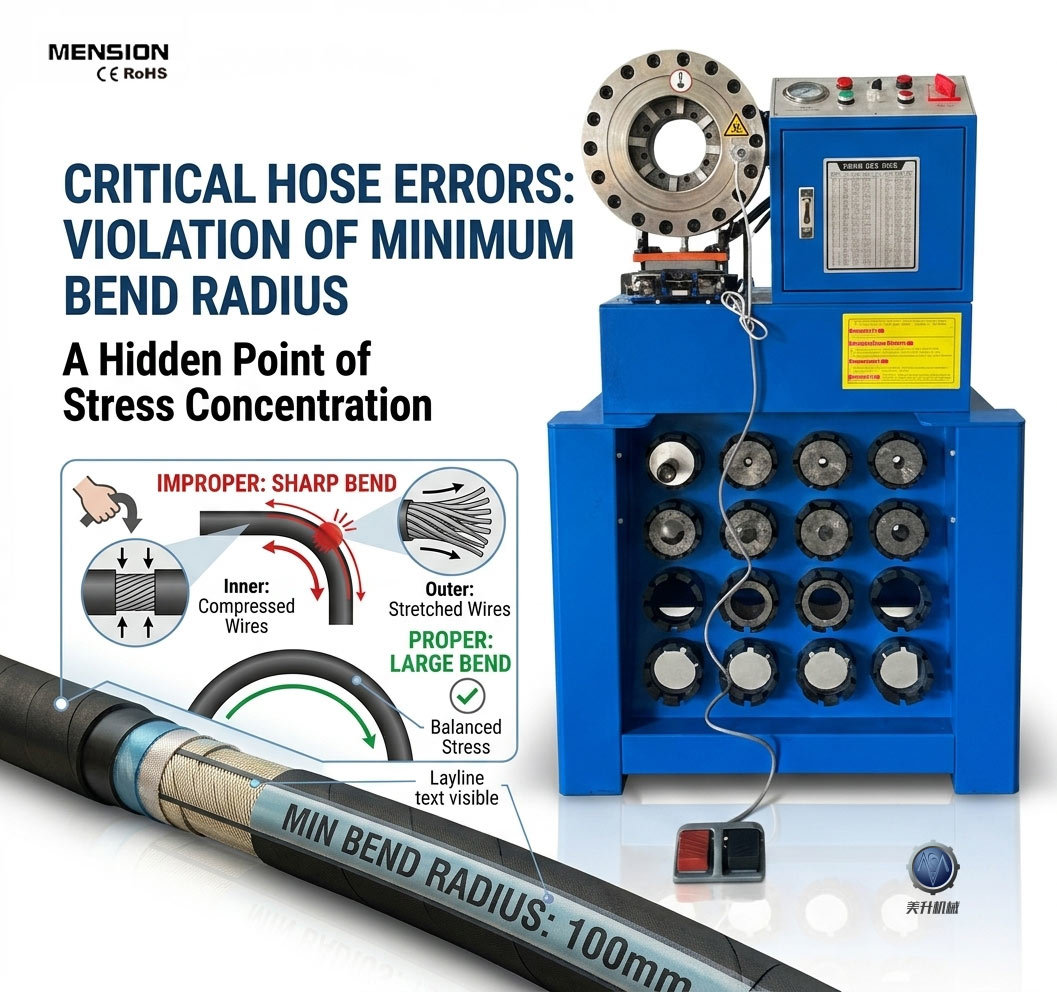
2Overtreding van de minimale buigradius van een verborgen punt van stressconcentratie
Waarom het gemakkelijk over het hoofd wordt gezien
Elke hydraulische slang heeft een bepaalde minimale buigradius, een parameter die gewoonlijk rechtstreeks op de lijn van de slang wordt afgedrukt.De installateurs zijn vaak in de verleiding om een scherpere bocht te maken (i.d.w.z. een kleinere bochtradius) om de installatie te vergemakkelijken.
Deze vorm van beschadiging is aanvankelijk onzichtbaar voor het blote oog.de draden worden over hun ontwerplimieten uitgerektDit creëert een permanent punt van concentratie van vermoeidheidspanning. De slang kan pas weken of zelfs maanden later bij de bocht barsten, wanneer de oorspronkelijke routingmethode al lang vergeten is..
Inspectiepunten: het barsten vindt altijd plaats op het punt waar de buiging van de slang het scherpst is.
Tijdens de werking van het systeem vertoont de slang bij de bocht een lichte buiging of platte vorm.
Bij het snijden van de slang op het foutpunt blijkt de doorsnede ovaal te zijn.
De definitieve oplossing: raadpleeg de slanglijn of de specificaties voor de minimale bochtradius.
Gebruik ellebogen of 45°/90° adapters om de richting van de routing te wijzigen; dwing de slang nooit in een scherpe bocht.
Gebruik slangklemmen en leidingen om de slang vast te houden, zodat deze een natuurlijke, zachte curve behoudt; rechthoekige draaien zijn ten strengste verboden.
3Verborgen slijtage en trillingsvermoeidheid
Waarom ze gemakkelijk worden over het hoofd gezien
De meest voorkomende oorzaak van slangfalen is slijtage, maar de ernstigste schade treedt vaak buiten het zicht op, bijvoorbeeld op contactpunten tussen slangen, achter bevestigingsbeugels,of in gebieden waar trillingen voortdurende microtwrijving veroorzaken.
In pompontladingsleidingen en motoren met slangmontage is trillingsmoeilijkheden nog verraderlijker.Hoogfrequente pulsaties kunnen microscopische vermoeidheid scheuren in de stalen draad versterking laag genererenDe slang kan van buitenaf intact lijken, maar toch heeft zij een derde van haar interne drukdragendheid verloren; een plotselinge drukpiek kan er dan voor zorgen dat de slang barst.
Inspectiepunten:
Een ruwe of "vaag" textuur wanneer u met uw hand over de buitenkant van de slang loopt.
Contactmarkeringen of slijtage op de bandpunten van de slang (d.w.z. slangen die tegen elkaar wrijven).
Roestkleurige vlekken verschijnen waar slijtage door de buitenkant van de bekleding is doorgedrongen om de binnenste steeldraad vlecht bloot te stellen.
Alomvattende oplossingen:
Installeer spiraalvormige wikkels, nylonmouwen of beschermende slangbeschermers op alle aanrakingspunten die gevoelig zijn voor slijtage.
Installeer elke 2 tot 3 voet (ongeveer 0,6 tot 0,9 meter) bevestigingsklemmen om trillingsgeïnduceerde bewegingen te minimaliseren.
Gebruik afstandsklemmen om de gebundelde slangen te scheiden en te voorkomen dat ze tegen elkaar wrijven of elkaar insnijden.
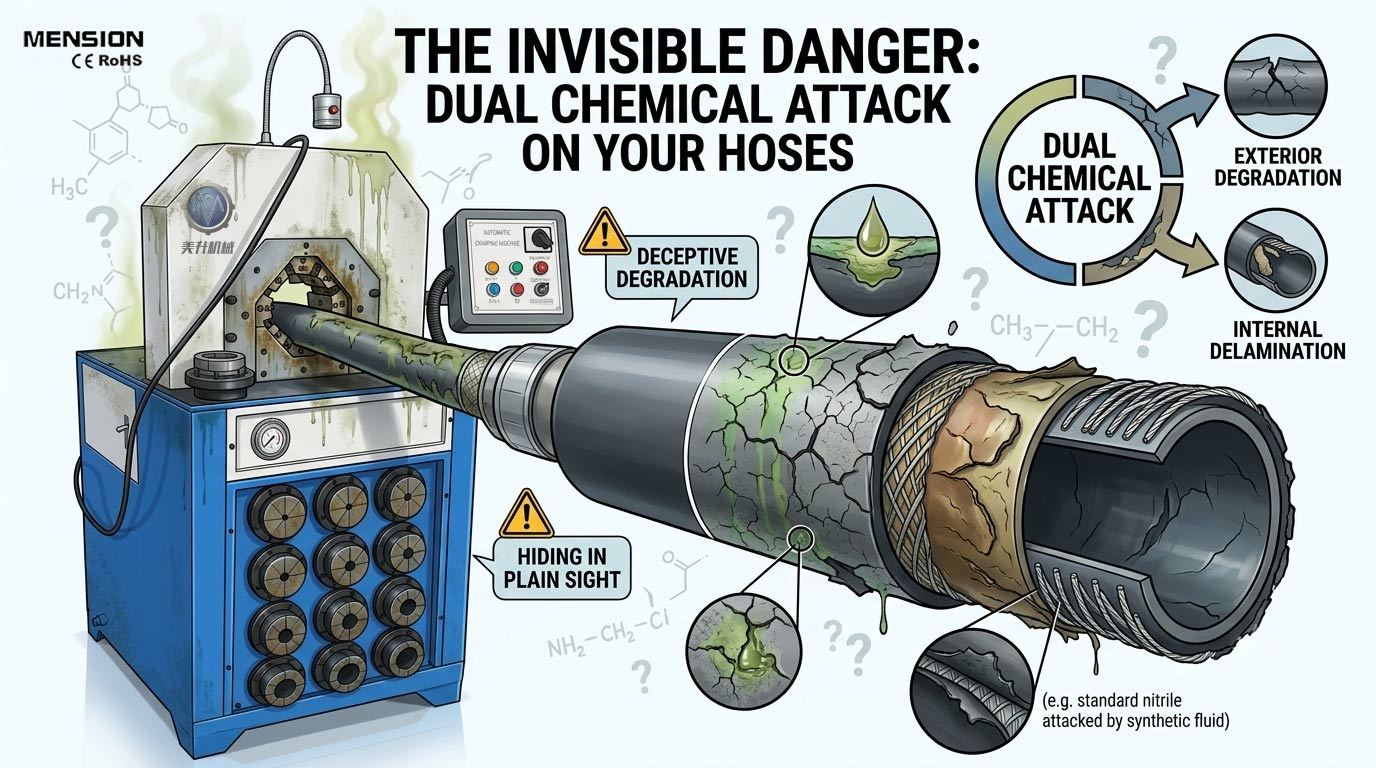
4Chemische onverenigbaarheid Dubbele aanval op de binnenkant en de buitenkant van de slang
Waarom het vaak over het hoofd wordt gezien
Bij het selecteren van slangmaterialen geven mensen vaak prioriteit aan vloeistofcompatibiliteit, terwijl ze de buitenkant van de slang over het hoofd zien.ontveters, batterijzuurnevels en zelfs bepaalde vetten kunnen ervoor zorgen dat de slangdeksel verzacht, zwelt of broos wordt, waardoor uiteindelijk chemicaliën de versterkingslaag kunnen doordringen.Interne onverenigbaarheid is even misleidend.Als een standaard nitrilrubber slang ten onrechte wordt gebruikt met synthetische estervloeistoffen of vloeistoffen die krachtige additieven bevatten, kan de binnenste buis zwellen, delamineren,of vlokken terwijl de slang van buitenaf volkomen normaal lijkt.
Tekenen om op te letten:
De slangdek voelt kleverig aan, wordt zacht (sponsig) of vertoont zwelling.
Bij het opensnijden van een kapotte slang vertoont het binnenste buismateriaal tekenen van ontbinding of schilfering.
Een onverklaarbare, geleidelijke daling van de systeemdruk veroorzaakt door interne afbraak.
Controleer altijd zowel de interne als de externe chemische compatibiliteit voordat u een vervangende slang kiest.
In ruwe chemische omgevingen moeten slangen met een superieure chemische weerstand voor zowel de dekking als de binnenste buis worden gebruikt (bijv. slangen van EPDM of FKM).
Gebruik op water gebaseerde reinigingsmiddelen voor de buitenkant van de slang en vermijd agressieve ontvetters.
5. Thermische veroudering en extreme temperaturen
Waarom wordt het vaak over het hoofd gezien
De warmte is een universele versneller van verschillende verouderingsprocessen.de levensduur van de slang wordt gehalveerdHet is echter vaak over het hoofd gezien dat het probleem zelden uitsluitend het gevolg is van de omgevingstemperatuur.
Hydraulische vloeistoftemperatuur (die tijdens piekcycli sterk kan stijgen),
Stralingswarmte van nabijgelegen motorblokken, uitlaatcollectoren of verwarmingsenergieën,
En direct zonlicht in bepaalde buiteninstallaties.
Een slang die is ontworpen voor een continue werktemperatuur van 100 °C zal een warmtebelasting van 140 °C ondervinden als zij wordt blootgesteld aan 120 °C vloeistof en 20 °C stralingswarmte.Dit zorgt ervoor dat de levensduur van de vogel plotseling daalt van jaren tot slechts maanden.
Een slang die bij 25°C goed buigt, kan scheuren tijdens de eerste beweging van de machine bij een temperatuur van -10°C.
Belangrijkste tekenen die u moet controleren: scheuren in de buitenkant, fijne netvormige scheuren of een broos gevoel als het slangje gebogen is.
Slangen die gebogen of vervormd blijven na het loslaten van druk.
Falen die seizoensgebonden patronen vertonen: broze breuken in de winter versus verzachting en blaren in de zomer.
De ultieme oplossing: installeer warmtebeschermers om de slang tegen stralende warmtebronnen te beschermen.
Gebruik een thermocouple of een infraroodthermometer om de werkelijke temperatuur van het slangoppervlak tijdens het gebruik te controleren.
Selecteer slangen gemaakt van hoogtemperatuurbestendige materialen voor gebieden met hoge temperaturen (bijv. siliconen rubbermengsels, FKM-binnendraden).
In koude klimaten moet het systeem worden opgewarmd en moet de vloeistof bij lage druk circuleren voordat intensieve cycli worden gestart.
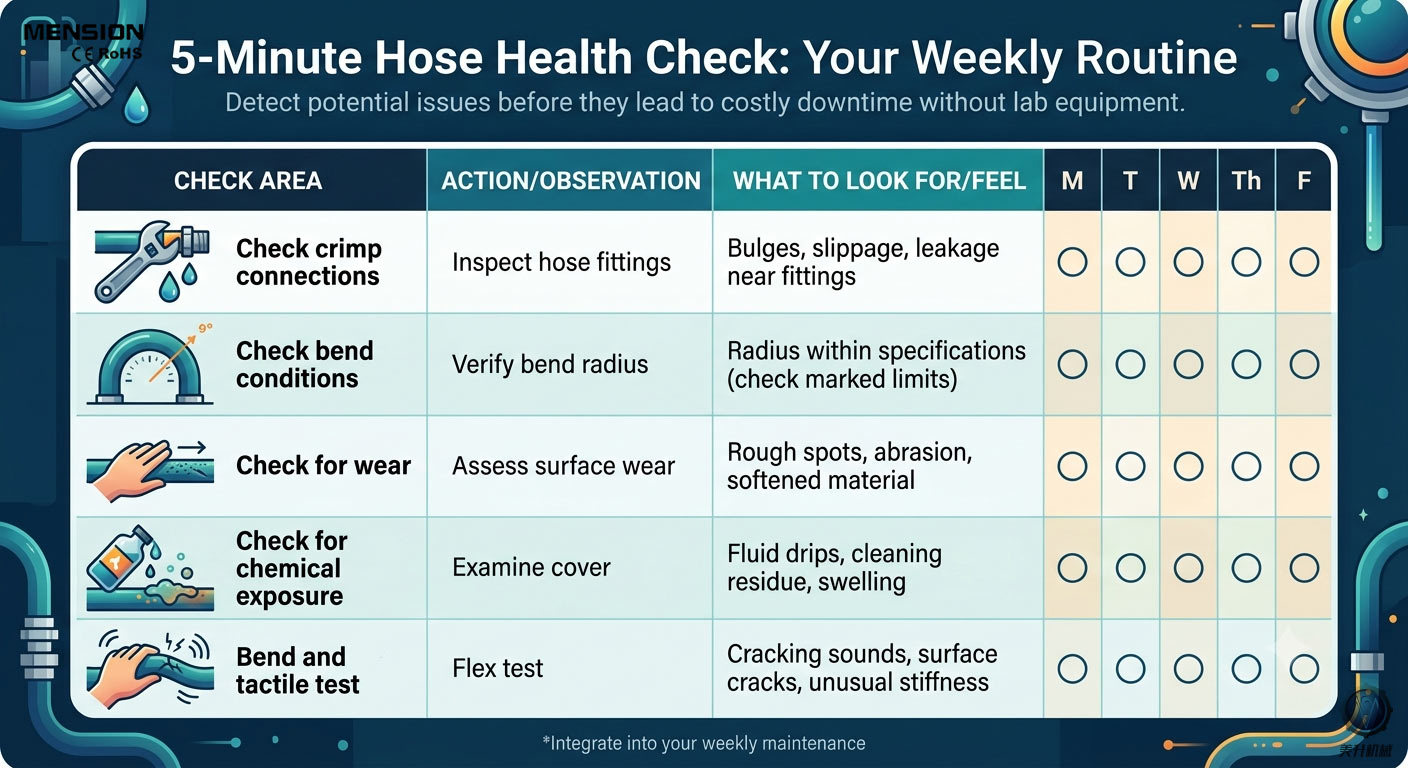
Beheer van de betrouwbaarheid van de slang
Frequente slangontploffingen zijn geen ongeluk, noch zijn ze meestal veroorzaakt door een "defecte partij".kostbaar signaal dat één (of meer) van de vijf verborgen problemen bestaat in uw systeemHet goede nieuws is dat deze problemen beheersbaar zijn als je eenmaal weet hoe je ze moet oplossen.
Als u moeite hebt met onjuiste krimp, kunnen wij u helpen de onzekerheid te elimineren.Precieze leveringen, consistente resultaten en ervoor zorgen dat elke montage aan de normen voldoet bij de eerste poging.
Moe van het omgaan met frustrerende, onverklaarbare storingen?
Klik hier om ons volledige assortiment hydraulische krimpmachines te bekijken →
Laat een gedetailleerde beschrijving achter in het commentaargedeelte hieronder.Onze hydraulische experts houden van een goede probleemoplossing.
WhatsApp ons op +86 13285333777 voor volledige ondersteuning.

